
Cast iron normally contains a high carbon level of 2-4,5% which is almost up to 10 times the amount in normal steels. The higher carbon content lowers the melting temperature of the steel lead to less shrinking when the melted material is solidified. It also makes the process less expensive.
However this high carbon content also causes difficulties with the weldability of the material, its not impossible but there are a number of parameters you need to consider when repairing och joining different cast irons.
Below are the most common types of cast iron and all is considered weldable except white cast iron that require specific measures
- Grey cast iron (gråjärn): Most common, is used in 70% of all applications. Low ductility
- White cast iron (vitjärn): High hardness & wear resistance used in special wear applications but difficult to weld
- Nodular cast iron (segjärn) : Higher ductility and tensile strenght than grey cast iron
- Malleable cast iron (aducergods): Similar properties as nodular cast iron
- Compact cast iron (kompaktjärn): Lower weight than grey cast iron and with higher properties
When welding cast iron its most important to remove all impurities before making your repair. Its very easy to get pores in the weld metal if you have oil, rust or scaling left on your part. On old worn cast iron its common that the porosity and graphite in the base metal is contaminated with these impurities and in some cases you may have to weld and then remove the weld metal many times before achieving a pore free weld deposit.
Vi ska nedan gå igenom ett par olika förfaranden för reparation av gjutjärn.
Repair weld of cracks
1. Stabilize the crack. This is achieved by either drilling a small hole in each end of the crack or weld a half moon beed in each end. Both ways will make sure the cracking does not grow further
![]()

2. Joint preparation. You can either use a bevelling/chamfering electrode or a rotating metallic file to make a nice U-joint without sharp edges. The chamfering electrodes will also remove impurities in the base metal and give a natural U-joint. Cutting discs are not recommended because they smear out the graphite and makes the surfaces dirty again.

3. Most welding is recommended to weld without preheating, but thick work pieces or difficult shapes with high tendency of cracking may need a preheating with 500-600°C. If you preheat the best way is to heat the complete part in an oven with slow heating, constant temperature during welding and slow after cooling.
4. Use a proper filler metal with high ductility that is not sensitive to the high carbon content in the base metal. Then the filler metal will take much of the residual stress away. Pure nickel or Ferro-nickel is recommended. (See below chart for the recommended products) Often pure nickel 99% is used for root passes and where you need to have an easy machinable deposit and a ferro-nickel with higher properties are then used for the last beads to give a stronger joint or when joining cast iron to steel.
5. Minimize heat input. Make short welds, not more than 2-3cm and use low amperage. Then let it cool down and weld from the other side of the crack. After welding you use peening to relief the joint from tension stress. When the work piece is cool enough for you to place your hand on top of it you can weld again. Dont be in a hurry here! Welding direction should be from the weld to keep the heat input low.


Stud-welding
A good method to use when you have major breaks in large castings is to strenghten it with stud-welding. You drill holes that you thread and fill with studs or with bolts where you cut of the bolt head after threading. The stud should be long enough to have at least the depth of the stud diameter below the surface and the same above the surface. You then weld around the studs with low heat input and without pre-heating. You use a Ferro-nickel filler metal for this application. The surface is then built up with beads between the studs and according to the procedure described in the previous page until the surface is covered with welding deposit. The following welding will now be much easier and less sensitive to heat input because the base layer will absorbe a lot of this. When using this method the joint will be much stronger.
1.Pinnbultar i position

2. Vinkel från ovan, strängar runt bultarna.
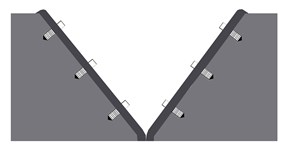
3. Svetsgods över hela ytorna

4.Färdig reparation

Old worn out cast iron
Sometimes you have an object that is really worn out from heat and impurities. Examples can be old stoves or manifolds that is pracaticly un-weldable. Then you can after your joint preparation use an unalloyed electrode or wire and put small nests across the base metal surface. You will then give the base metal additional Iron and make it weldable again. Then you proceed with the repair steps described earlier and you can still save your object from recycling
| WELDING PROCESS | PURE NICKEL | FERRO-NICKEL | DIMENSIONS |
| MMA (SMAW) | 61 XE | 55 XE, BIMETAL | 2,5-4,0mm |
| TIG (GTAW) | 61 XT | 55 XT | 1,2-4,0mm |
| MIG (GMAW) | 61 XM | 55 XM | 0,8-1,6mm |
| RÖRTRÅD (MCW) | – | 116 MCW | 1,2-1,6mm |